
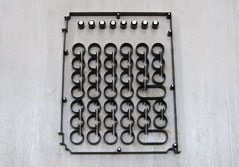
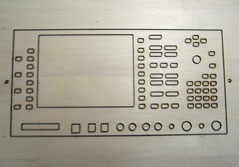
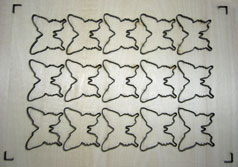
制作事例



台座(木枠/ベース)について
シナベニヤ板の厚み18mmが標準の台座(木枠/ベース)となります。
・ベニヤ板 厚み 9mm、12mm、15mm、16mm、18mm、20mm
その他
・カバ材 15mm、18mm、20mm 通常のベニヤよりも硬質の木材です。刃が倒れにくいです。
・MDF 18mm 半抜き(ハーフカット)に最適です。
・ABS
・アクリル
トムソン刃の厚み/高さについて
トムソン刃は厚み0.7mm/高さ23.6mmが標準となります。
・トムソン刃 高さ(mm) 22.4 22.6 22.8 23.0 23.1 23.2 23.3 23.4 23.44 23.5 23.6 23.7 29.0
・トムソン刃 厚み(mm) 0.45(薄刃) 0.7(標準) 1.0(厚刃)
トムソン刃の素材ついて
トムソン刃の素材は”炭素鋼”です。
・通常のトムソン刃 S50C(炭素量0.47~0.53%)
その他
・SUS(ステンレス)
トムソン刃の種類について
両刃厚み0.7mmの刃先角度42°が標準のトムソン刃となります(切れと耐久性のバランスが良い)。
その他のトムソン刃
・両刃鋭角刃 刃先角度30° 材料に対してストレスを与えにくいため美観を求めるシートなどに。
・両刃厚み0.45mm(薄刃) 鋭角刃と同様、材料に対してストレスを与えにくい。
・両刃ミラー刃 刃先に特殊な鏡面加工がしてあるためスジムラが出にくく切断面を平滑にすることが可能。特殊フィルム、特殊シート、積層フィルムなどに。標準42°、鋭角30°があります。
・2段刃 刃先角度55°/下側14° 先端が鈍角で耐久性があり下側が鋭角なので材料への刺さりが良い。厚みがあって硬い材料、ポリカや合紙などに最適。
・片刃 片側がストレートで刃角51度です。外径のストレート切りに。曲げると歪みが出るためR2以下の小さいRが含まれる製品には不向きです。
・変則片2段刃 外側を鈍角、内側を鋭角にすることにより刃が外側に倒れにくく厚みのある材料が精度良く綺麗に抜けます。断面もテーパーになりにくいです。美観を求めるポリカなどに。
・Fコーティング刃 別称テフロン刃。フッ素コーティングがされているため糊が刃先に付着しにくいです。
・B-Blast刃 刃先にシリコンコーティングとブラスト加工がされているため糊が最も付着しにくいです。糊が強い材料に最適です。
・シルキーコーティング刃 刃先にコーティングをすると通常は切れ味が落ちますがこちらの刃は切れ味を損なうことなく刃先に糊が付着しにくくなっています。切れ味と非粘着の両方が求められる場合に最適。
・M-type刃 刃先に0.02Rが付いているため刃先が潰れにくくなっています。多量の紙器に最適。
トムソン型の精度について
CAD/CAMの登場によりトムソン型の精度は飛躍的に向上しました。形状や材料にもよりますが±0.1~0.2の範囲で製作が可能です。公差および材料の厚みに応じて適宜データを修正しますのでデータ入稿される場合は公差を明記いただくか、公差が記載されている図面も必ず添付してください。
データ入稿について
Illustrator CC(最新バージョン)に対応しております。DXF、DWG形式でも問題ありません。